








Прадукцыя



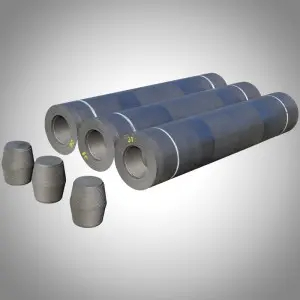


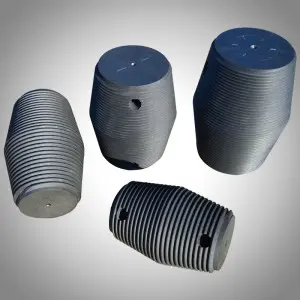


Графітавыя электродныя соску
1. Наладжвае электрычны супраціў
2. Высокая шчыльнасць
3. Добрая электрычная праводнасць
4. Высокая здольнасць да акіслення
5. Дакладная дакладнасць апрацоўкі
6. Нізкая сера і нізкая попел, не даюць сталі ў другі раз прымешка
Графітавы электрод будзе высокатэмпературным графітным праводным матэрыялам, ядро якога складаецца з нафтавага коксу, дзёгцевага коксу ў якасці напаўняльніка, вугальнага дзёгцю ў якасці злучнага. Мы вырабляем да іх графітныя электроды і саскі. Графітавыя электроды характарызуюцца нізкай устойлівасцю, добрай электрычнай праводнасці і цеплаправоднасці, высокай устойлівасцю да акіслення і цеплавым ударам, высокай механічнай трываласцю і г.д.. Графітавы электрод і ультра -высокі электраэнергетычны электрод.

Асаблівасці графітавых электродаў
1. Наладжвае электрычны супраціў
2. Высокая шчыльнасць
3. Добрая электрычная праводнасць
4. Высокая здольнасць да акіслення
5. Дакладная дакладнасць апрацоўкі
6. Нізкая сера і нізкая попел, не даюць сталі ў другі раз прымешка
Прымяненне графітавых электродаў
Графітавыя электроды выкарыстоўваюцца ў асноўным у печах, сталёвых вырабах з электрычна-дурай, жоўтай печы фосфару, прамысловай крэмнійнай печы або плаўленай медзі. У цяперашні час яны адзіныя даступныя прадукты, якія валодаюць высокім узроўнем электраправоднасці і магчымасцю падтрымання надзвычай высокага ўзроўню цяпла, які ўтвараецца ў гэтым патрабавальным асяроддзі. Высокая якасная іголка коксу ў графітным электродзе HP & UHP, пераканайцеся, што прыкладанне электрода ідэальна падыходзіць. Графітавыя электроды таксама выкарыстоўваюцца для ўдакладнення сталі ў печах і ў іншых працэсах плаўкі.
1. Змена выкарыстоўваецца для вытворчасці сталі электрычнай дугі (EAF);
2. Для руды-цеплавой печы; для печы супраціву;
3. Для вытворчасці прафіляваных графітавых прадуктаў;
4. Для вытворчасці формы графітавых вырабаў;
5. Алсо можа выкарыстоўвацца для печы рэзістара;
6. Для вытворчасці прадуктаў графітавай формы;


Спецыфікацыя
| Імя | Адзінка | Намінальны дыяметр | ||||||
| UHP Ultra-High Power | Hp superstrong | RP звычайная ўлада | ||||||
| ≤φ400 | ≥φ450 | ≤φ400 | ≥φ450 | ≤φ300 | ≥φ350 | |||
| Супраціўленне | Электрод | Μω · м | ≤5,5 | ≤6,5 | ≤8,5 | |||
| Сасок | ≤4,5 | ≤5,5 | ≤6,5 | |||||
| Сіла згінання | Электрод | МПА | ≥11,0 | ≥10,5 | ≥9,8 | ≥8,5 | ≥7,0 | |
| Сасок | ≥20,0 | ≥16,0 | ≥15,0 | |||||
| Эластычны модуль | Электрод | Балон | ≤14,0 | ≤12.0 | ≤9.3 | |||
| Сасок | ≤18,0 | ≤16,0 | ≤14,0 | |||||
| Шчыльнасць | Электрод | G / CM3 | ≥1,66 | ≥1,67 | ≥1,62 | 1.6 | ≥1,53 | ≥1,52 |
| Сасок | ≥1,75 | ≥1,73 | ≥1,69 | |||||
| Каэфіцыент цеплавога пашырэння | Электрод | 10-6 / ℃ | ≤1,5 | ≤2,4 | ≤2,9 | |||
| Сасок | ≤1.4 | ≤2.2 | ≤2,8 | |||||
| Попел | % | ≤0,3 | ≤0,3 | ≤0,5 | ||||
Даўжыня і дыяметр і дапушчальнае адхіленне графітавага электрода

Вытворчы семінар

Пакіньце сваё паведамленне
-

Кальцыраваны нафтавы кокс (кокс CPC)
-

DC Graphite Rod Зварка дугі вугляроднага стрыжня ...
-
Графітавыя электродныя соску
-

Электрычны супраціў графітавага электрода, h ...
-

Графіт нафтавай коксу (кокс GPC)
-

Графітны парашок і графітны лом
-

Графіт спецыяльных формаў дэталяў
-

Графітавы электрод HP
-

RP графітавы электрод
-

UHP графітавы электрод


